




Toronto, ON - TheNewswire - May 20, 2021 - South Star Mining Corp. (“South Star” or the “Company”) (TSXV:STS) (OTCQB:STSBF) is pleased to announce the positive purification results using a thermal process from its advanced testing program with its technology partner, the United States laboratory (“US Lab”)1. Thermal purification is a proven, commercially-viable technology for improving the quality of concentrate graphite for a broad range of value-add applications, including lithium-ion batteries (“LiB”). It also represents a compelling alternative to purification by acid leaching with hydrofluoric acid, that is the most common practice in use today.
Richard Pearce, President and CEO of South Star, commented: “We are pleased to announce these exciting results. The thermal purification process has resulted in 99.9993 wt% C without any of the environmental, health and worker safety issues associated with hydrofluoric acid. Yet another industry specialist has indicated that the Santa Cruz graphite concentrate is one of the best materials they have analyzed and far exceeds typical industry standards. The results highlight the high-quality, high-purity and low-contaminate nature of South Star’s concentrates and purified graphite. The offtake agreements we recently announced highlight the improving market conditions and reinforce the Company’s market opportunity.
We will be able to offer an extremely high-quality product to a broad array of possible markets and sectors. The ore is generally easy to concentrate and purify and will allow us to sell our entire production at attractive margins. As part of the scope of the ongoing advanced testing program, South Star will continue to improve our understanding of the inherent material characteristics, and then set up a commercial plan that maximizes our pricing and profits across the entire basket of products. The testing program is now advancing towards production of the battery-grade coated spherical graphite (cSPG).
We are quickly building South Star into the first new graphite operation in continuous commercial production in the Americas in more than a decade.”
1 The United States laboratory (“US Lab”) specializes in advanced graphite materials and value-add testing for battery and non-battery applications. The US Lab company name has not been published for the purposes of preserving a commercial advantage of South Star Mining in the marketplace.
Flake graphite concentrate from the Santa Cruz Graphite Project (the “Project” or “Santa Cruz”) with an average carbon content of 95.3 wt% and moisture level of 0.075 wt%, was upgraded to 99.9993 wt% C, which are excellent results suitable for a broad range of LiB and value-add applications. In addition, the results indicate extremely pure graphitic carbon with high-yields, low-levels of contaminants and ease of upgrading.
In particular, aluminum, boron, iron, sulfur, and silicon were at extremely low-levels and well-below standard industry requirements. The ease with which impurities were removed from the carbon structure also suggests that the Santa Cruz graphite predominantly contains impurities concentrated on the surface of its particles as opposed to being intercalated in the form of gangue inside the flake graphite macromolecules.
With these excellent results, purified graphite from the Project has successfully demonstrated to possess a purity significantly greater than that required for typical applications in advanced battery systems, where the normal criteria are in the order of 99.95-99.98 wt% C. The results also reinforce that purified graphite from the Project is suitable for other high value-add applications that require very-high levels of purity with low-levels of contaminants, such as nuclear. Typical market pricing for these products can range from between US$25,000-US$40,000 per tonne.
The Company also wishes to report on the favourable removal of some high-value elements present in mineral ash, that is the waste by-product of the purification process. The elements can generally be subdivided into precious metals and rare earth elements. The first group in the case of Santa Cruz contained appreciable amounts of the precious metals, such as silver, gold, palladium, and platinum. The second group, rare earth elements, contained the notable concentrations of the following: scandium, yttrium, lanthanum, cerium, praseodymium, neodymium, samarium, europium. South Star will publish results of these studies in a separate news release when finalized. It should be noted that as a result of purification, all these elements along with other mineral impurities have been successfully evaporated off the graphite surface and transferred into the wet scrubber where they were concentrated back in the gypsum by-product of off-gas treatment.
Detailed Test Results
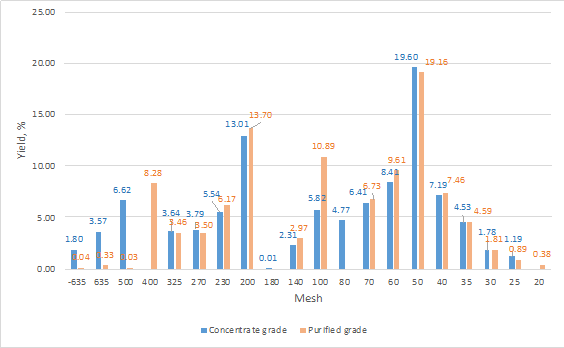
South Star used its concentrate grade purity graphite, which had total graphitic carbon content of 95.3 wt%, moisture level of 0.075 wt%, and particle size distribution as depicted by the blue bars in Figure 1. As the graphic shows, the distribution of Santa Cruz concentrate consists approximately of three equal proportions: the first representing +50 to +30 mesh flake, followed by +100 to +60 mesh, and finally -100 mesh. The same graph shows particle size distribution by screen analysis of thermally purified material represented as the orange bars in Figure 1. As one can see, purification did not cause a change in particle size distribution, which cannot be explained by differences in screening, meaning that no significant damage to the graphite particles occurred during the process.
Click Image To View Full Size
Figure 1. Particle size distribution of concentrate grade (blue) and purified (orange)
South Star graphite, obtained by screen analysis.
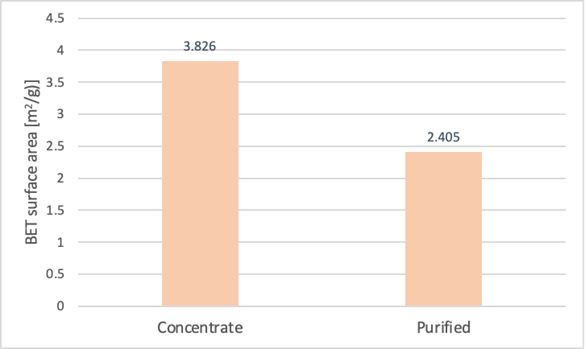
The surface area of South Star’s concentrate grade graphite was shown to be reduced by purification. Figure 2 shows surface area decreasing from 3.83 m2/g in concentrate grade material to 2.41 m2/g after thermal purification. This is indicative that fine mineral impurities representing submicron particles with high surface area have been removed from the purified graphite product.
Click Image To View Full Size
Figure 2. Surface area [m2/g] of South Star Mining Corp.’s graphite before
(concentrate grade) and after thermal purification.
Click Image To View Full Size
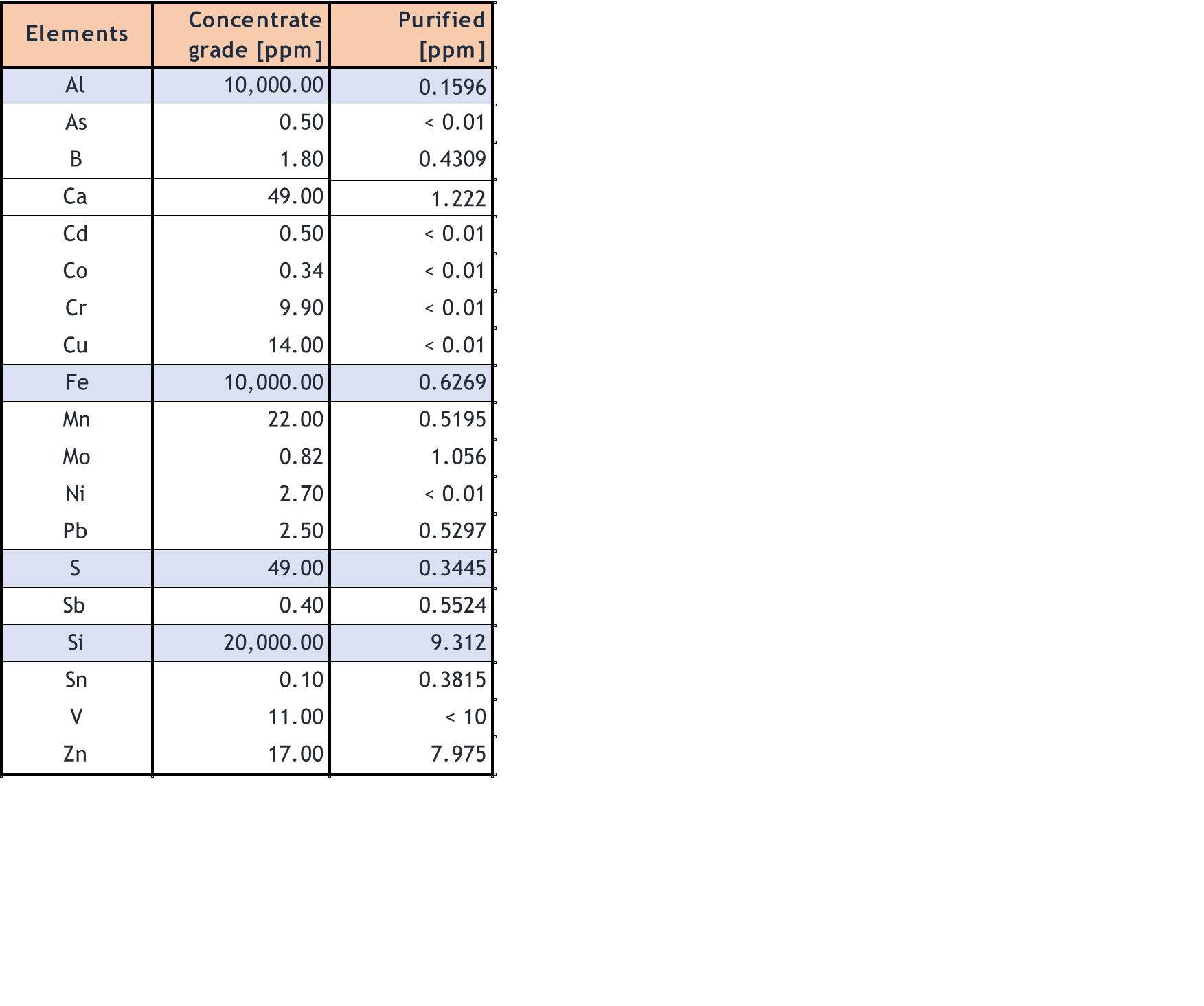
Table 1. Mineral impurities of concentrate grade and purified
South Star graphite obtained by Solid ICP.
Furthermore, Table 1 compares elemental mineral-impurity concentrations before and after purification. The data presented are developed by method of solid ICP, which is known for its high accuracy in determining mineral impurities to ppm concentrations, without having to perform acid digestion of the graphite sample. Instead, the dry sample is analyzed as-is and is consumed entirely in the course of analysis. This method is believed to be more accurate than classic ICP by acid digestion and provides a comparable result to that of the industry premium GDMS method.
We highlight the following notable observations produced by solid ICP analysis: aluminum concentration was reduced by five orders of magnitude while silicon concentration was reduced by four orders of magnitude. Iron concentration also decreased five orders of magnitude from 10,000 ppm (1 wt.%) to the level of 0.63 ppm, an extremely low value for iron concentration in the industry. Finally, sulfur decreased from 49 ppm in the precursor to 0.344 ppm in the purified product. The ease with which impurities were removed from the carbon structure suggests that Santa Cruz graphite predominantly contains impurities concentrated on the surface of its particles as opposed to being intercalated in the form of gangue inside the flake graphite macromolecules.
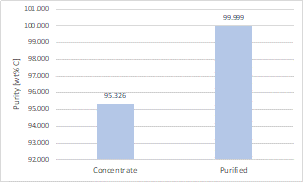
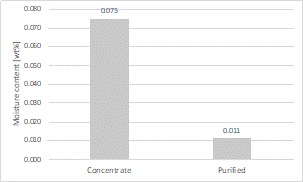
The purity of South Star’s material was measured using the industry-standard loss-on-ignition test. In accordance with this test, a known mass of graphite is placed in either an aluminum ceramic crucible or a platinum crucible and is heat treated in a muffle furnace at 950˚C for a specific amount of time. This results in complete evaporation of all carbon, while any materials left behind are attributed to ash content. While the concentrate grade precursor to thermal purification had average purity of 95 wt% C, the purity of graphite after thermal purification as measured in aluminum crucibles exceeded that of 100%, indicating that a ceramic crucible method did not impart the desired level of accuracy to determine purity. The same test was repeated in a platinum crucible with a larger sample mass, and this produced a purity result of 99.9993 wt% C. The change in purity can be visualized in Figure 3, while the related moisture content is shown for reference in Figure 4.
With these results, purified Santa Cruz graphite has been demonstrated to possess a purity significantly greater than that required for applications in advanced battery systems. It is believed that the passing criterion for the latter market is 99.95-99.98 wt% C. The LOI result suggests that Santa Cruz graphite can be qualified as nuclear-grade graphite based on its LOI purity and judging from the concentration of boron in its structure. Nuclear grade graphites, which range in their sales pricing between US$25,000-$40,000 per tonne must meet certain criteria, which includes purity of 99.99 wt% C and a concentration of boron less than 2 ppm. In the case of Santa Cruz graphite, even the concentrate grade material had a naturally-occurring extremely-low concentration of boron at 1.8 ppm, that is seldom seen in the natural graphite industry for concentrate grade material. After purification, the concentration of boron was reduced to 0.43 ppm, and this change is visualized in Figure 5.
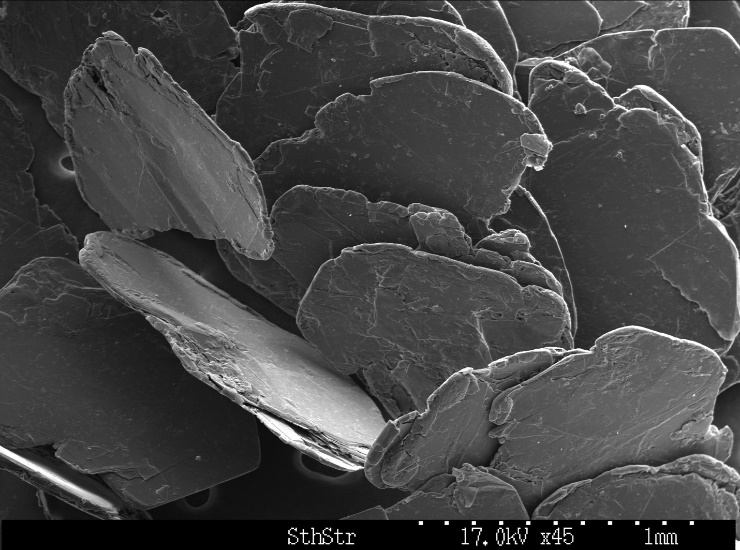
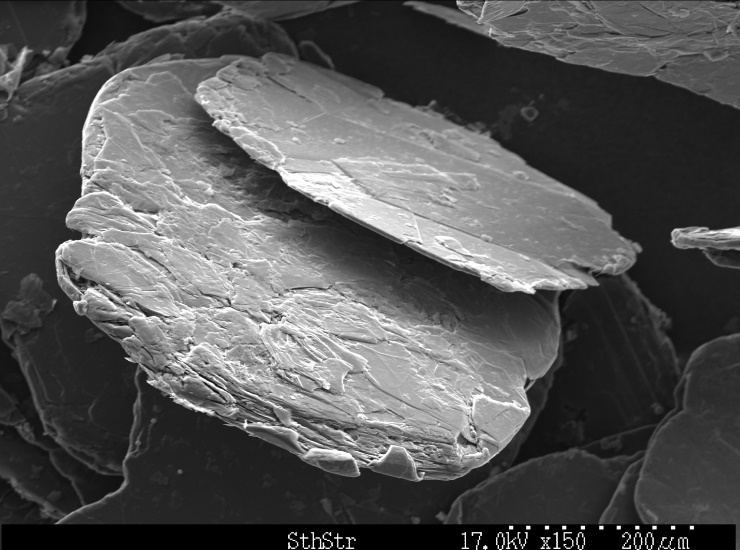
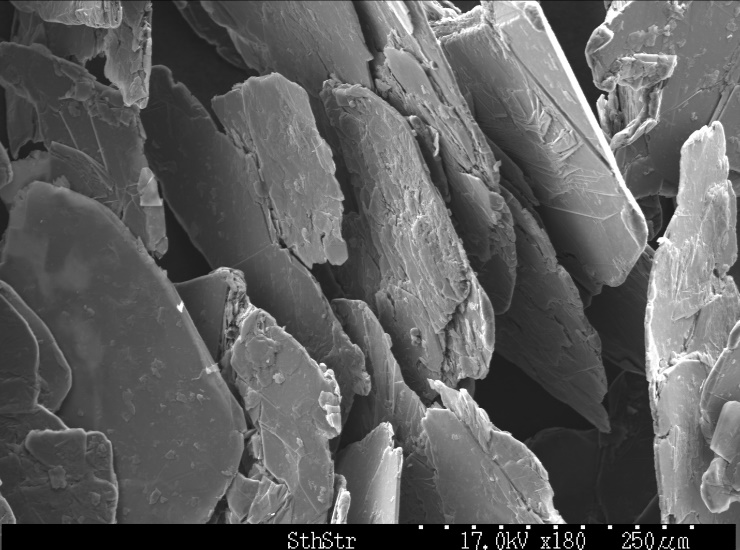
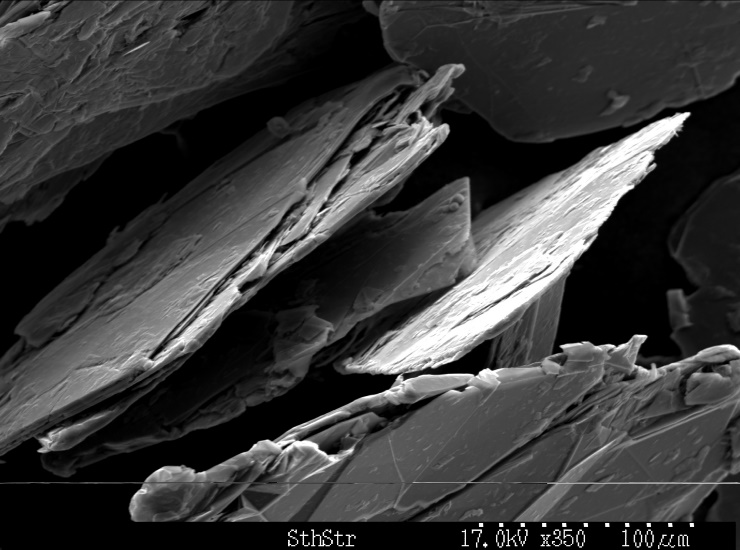
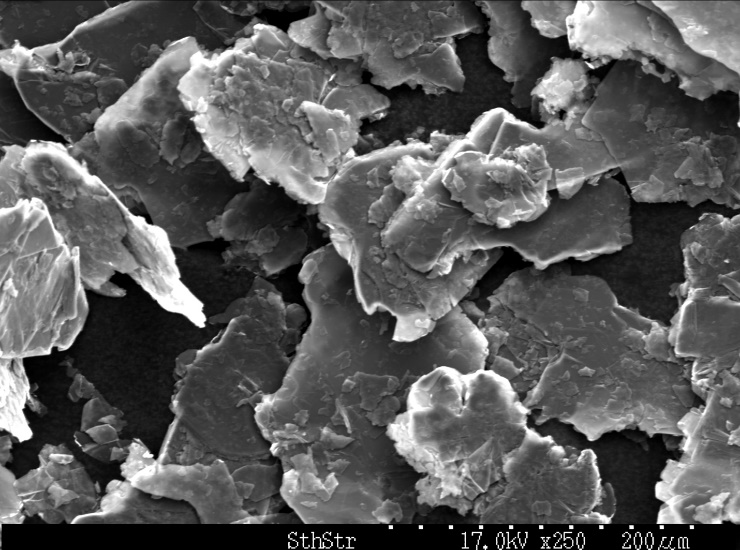
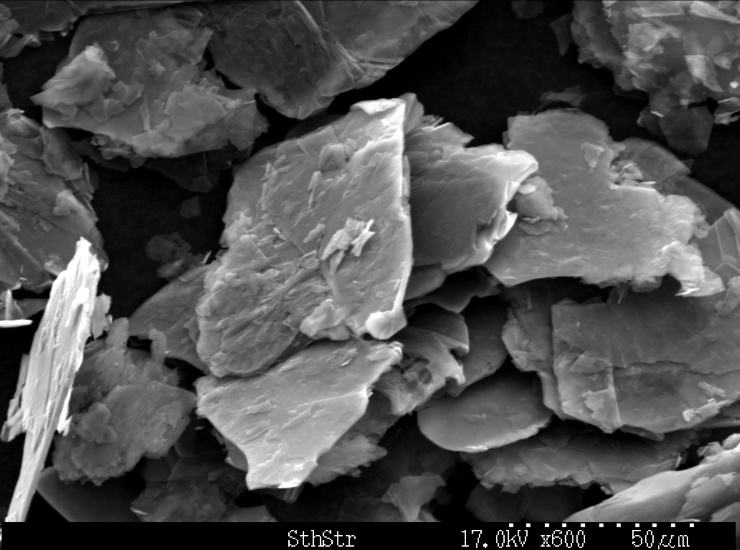
The resultant particles with a purity of 99.9993 wt% C are depicted in Figure 6 to Figure 11 by a series of scanning electron microscope images at various mesh cuts. The images show +35, +50, +70, +100, +200, and +325 cuts.
About South Star Mining Corp.
South Star Mining Corp. is focused on the selective acquisition and development of near-term production projects in Brazil. South Star is driven to create fundamental value in the battery metals sector for clients and investors with real projects that have strong intrinsic financial and operating metrics, and that can be profitable throughout the resource cycle. South Star has an experienced executive team with a strong history of discovering, developing, building and operating profitable mines in Brazil.
The Santa Cruz Graphite Project, located in Southern Bahia, is the first of a series of battery metals projects that will be put into production. Brazil is the second-largest graphite-producing region in the world with more than 80 years of continuous mining. The Project has at-surface mineralization in friable materials, and successful large-scale pilot-plant testing (>30t) has been completed. The results of the testing show that approximately 65% of Cg concentrate is +80 mesh with good recoveries and 95-99% Cg. With excellent infrastructure and logistics, South Star is carrying its development plan towards Phase 1 production projected in Q4 2022, pending financing.
The Santa Cruz project is being developed in a phased approach. Phase 1 operations for the 5,000 tpy pilot plant operations are fully licensed, and the Company is preparing to start construction in September 2021 with commercial production targeted for Q4 2022. Phase 2 operations will represent a larger-scale concentration plant currently planned to produce between 25,000 to 30,000 tpy of concentrate. The sizing of the Phase 2 plant could be increased depending on the successes of the Phase 1 operations, ongoing development of commercial relationships, and market conditions.
South Star is committed to a corporate culture, project execution plan and safe operations that embrace the highest standards of ESG principles based on transparency, stakeholder engagement, ongoing education and stewardship. To learn more, please visit the Company website at http://www.southstarmining.ca.
On behalf of the Board,
Mr. Richard Pearce
Chief Executive Officer
For additional information, please contact:
CHF Capital Markets
Iryna Zheliasko, Manager
Phone: 416-868-1079 x229
Email: iryna@chfir.com
Mr. Dave McMillan
Chairman
Email: davemc@telus.net
Twitter: https://twitter.com/southstarmining
Facebook: https://www.facebook.com/southstarmining/
LinkedIn: https://www.linkedin.com/company/south-star-mining-corp/
CAUTIONARY STATEMENT
Neither the TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this press release.
This news release and the Updated Technical Report contain references to inferred resources. The Report is preliminary in nature and includes inferred mineral resources that are considered too speculative geologically to have the economic considerations applied to them that would enable them to be categorized as mineral reserves.
Forward-Looking Information
The information contained herein contains "forward-looking statements" within the meaning of applicable securities legislation. Forward-looking statements relate to information that is based on assumptions of management, forecasts of future results, and estimates of amounts not yet determinable. Any statements that express predictions, expectations, beliefs, plans, projections, objectives, assumptions or future events or performance are not statements of historical fact and may be "forward-looking statements".
Forward-looking statements are subject to a variety of risks and uncertainties which could cause actual events or results to differ from those reflected in the forward-looking statements, including, without limitation: risks related to failure to obtain adequate financing on a timely basis and on acceptable terms; risks related to the outcome of legal proceedings; political and regulatory risks associated with mining and exploration; risks related to the maintenance of stock exchange listings; risks related to environmental regulation and liability; the potential for delays in exploration or development activities or the completion of feasibility studies; the uncertainty of profitability; risks and uncertainties relating to the interpretation of drill results, the geology, grade and continuity of mineral deposits; risks related to the inherent uncertainty of production and cost estimates and the potential for unexpected costs and expenses; results of prefeasibility and feasibility studies, and the possibility that future exploration, development or mining results will not be consistent with the Company's expectations; risks related to commodity price fluctuations; and other risks and uncertainties related to the Company's prospects, properties and business detailed elsewhere in the Company's disclosure record. Should one or more of these risks and uncertainties materialize, or should underlying assumptions prove incorrect, actual results may vary materially from those described in forward-looking statements. Investors are cautioned against attributing undue certainty to forward-looking statements. These forward-looking statements are made as of the date hereof and the Company does not assume any obligation to update or revise them to reflect new events or circumstances. Actual events or results could differ materially from the Company's expectations or projections.
Copyright (c) 2021 TheNewswire - All rights reserved.




